High Quality PWP Shaker Screens for FLC 2000 Model Available
FLC 2000 PWP Shaker Screens Revolutionize the Oil and Gas Drilling IndustryThe oil and gas drilling industry is continuously evolving, and with advancements in technology, companies are constantly searching for ways to improve efficiency and productivity. One of the key components of any drilling operation is the shaker screen, which is essential for separating solids from drilling fluid. With the introduction of the FLC 2000 PWP Shaker Screens, the drilling industry has been revolutionized, offering enhanced performance and reliability for drilling operations worldwide.The FLC 2000 PWP Shaker Screens, produced by a leading manufacturer in the industry, have set a new standard for shaker screen technology. These screens are specifically designed to provide superior performance in a wide range of drilling applications, including oil and gas exploration, geothermal drilling, and more. With a focus on durability, efficiency, and reliability, these screens are engineered to withstand the demanding conditions of drilling operations, delivering exceptional results time and time again.One of the key features of the FLC 2000 PWP Shaker Screens is their advanced design, which allows for maximum fluid handling capacity while effectively removing solid particles from the drilling fluid. This results in improved drilling efficiency, reduced downtime, and lower overall operating costs. Additionally, these screens are built to withstand the harsh conditions of drilling operations, ensuring long-lasting performance and reliability in the field.In addition to their superior performance, the FLC 2000 PWP Shaker Screens are also designed with ease of use in mind. With quick and simple installation, these screens can be easily integrated into existing shaker systems, providing immediate improvements in performance and efficiency. This user-friendly design has been well-received by drilling operators, who have praised the FLC 2000 PWP Shaker Screens for their ease of use and reliability in the field.Furthermore, the manufacturer of the FLC 2000 PWP Shaker Screens has a long-standing reputation for producing high-quality products that meet the needs of the oil and gas industry. With a commitment to innovation and excellence, this company has become a trusted partner for drilling operations around the world, providing solutions that improve efficiency, productivity, and safety.The introduction of the FLC 2000 PWP Shaker Screens has generated significant interest and excitement within the oil and gas drilling industry. Drilling operators are eager to take advantage of the enhanced performance and reliability offered by these innovative screens, which have the potential to revolutionize the way drilling operations are conducted. With their advanced design, durability, and ease of use, the FLC 2000 PWP Shaker Screens are poised to make a significant impact on the industry, setting a new standard for shaker screen technology.Overall, the FLC 2000 PWP Shaker Screens represent a significant advancement in shaker screen technology, offering enhanced performance and reliability for drilling operations worldwide. With their advanced design, durability, and ease of use, these screens have the potential to revolutionize the oil and gas drilling industry, providing operators with the tools they need to improve efficiency, productivity, and safety. As the industry continues to evolve, the FLC 2000 PWP Shaker Screens are sure to play a key role in driving future advancements and innovations in drilling technology.
Read More
Learn about Outer Ring and Bearing Cage in China
China Outer Ring and Bearing Cage, a leading manufacturer of precision bearing cages and outer rings, has been making waves in the industry with its innovative products and advanced technology. The company, which was established in 2005, has quickly established itself as a key player in the global market, supplying some of the world's largest bearing manufacturers with high-quality components.With a strong focus on research and development, China Outer Ring and Bearing Cage has continuously invested in state-of-the-art machinery and equipment to ensure that it stays ahead of the competition. The company's modern production facilities are equipped with advanced automated processes, allowing for the production of precision components with tight tolerances and superior quality.China Outer Ring and Bearing Cage's product range includes a wide variety of bearing cages and outer rings, designed to meet the needs of different industries and applications. From standard designs to custom solutions, the company offers a comprehensive range of products to ensure that it can cater to the diverse requirements of its global customer base.One of the key factors that sets China Outer Ring and Bearing Cage apart from its competitors is its commitment to quality and precision. The company has implemented a strict quality control system that encompasses every stage of the production process, from raw material procurement to final product inspection. This ensures that all products that leave the factory meet the highest standards of excellence.In addition to its dedication to quality, China Outer Ring and Bearing Cage places a strong emphasis on customer satisfaction. The company's team of highly skilled and experienced engineers works closely with customers to develop custom solutions that perfectly meet their specific requirements. This collaborative approach has allowed the company to build strong, long-lasting relationships with its clients, earning a reputation for reliability and excellence in the industry.China Outer Ring and Bearing Cage also places a strong emphasis on environmental sustainability and corporate social responsibility. The company has implemented eco-friendly manufacturing practices and is committed to reducing its environmental impact. In addition, the company is dedicated to providing a safe and healthy work environment for its employees, as well as contributing to the well-being of the communities in which it operates.As part of its ongoing commitment to innovation and excellence, China Outer Ring and Bearing Cage is continuously investing in research and development, exploring new technologies and materials to further enhance the performance and reliability of its products. The company is also focused on expanding its global reach, seeking new partnerships and opportunities to further grow its presence in the international market.With its unwavering dedication to quality, precision, and customer satisfaction, China Outer Ring and Bearing Cage has firmly established itself as a trusted leader in the industry. The company's relentless pursuit of excellence and commitment to innovation make it a valuable partner for bearing manufacturers worldwide, ensuring that customers can rely on its products to deliver outstanding performance and durability.China Outer Ring and Bearing Cage's success can be attributed to its strong values, unwavering commitment to quality, and continuous drive for innovation. As the company continues to expand its global presence and push the boundaries of what is possible in precision bearing components, it is poised to remain a key player in the industry for years to come.
Read More
Highly Efficient Glass Washing and Drying Machines from China for All Your Needs
China Glass Washing Machine and Glass Washing and Drying Machine have been making headlines in the industry recently, as their advanced technology and high-quality performance continue to impress customers. With a commitment to innovation and customer satisfaction, these machines are becoming increasingly popular in the global market.China Glass Washing Machine is a leading manufacturer of glass processing equipment, specializing in the production of glass washing machines. These machines are designed to effectively clean glass surfaces, removing dirt, dust, and other impurities to ensure a spotless finish. With their advanced technology and precise control systems, China Glass Washing Machine has set a new standard for glass washing equipment.Similarly, Glass Washing and Drying Machine has made a name for itself as a top-tier supplier of glass processing machinery. The company's glass washing and drying machines are known for their exceptional performance and reliability. With a focus on quality and efficiency, Glass Washing and Drying Machine has become a trusted partner for businesses looking to enhance their glass processing capabilities.One of the key factors contributing to the success of these machines is the use of advanced technology. China Glass Washing Machine and Glass Washing and Drying Machine have both incorporated cutting-edge features into their products, such as intelligent control systems and high-speed operation. These technological advancements have allowed the machines to deliver consistent and reliable results, meeting the rigorous demands of the industry.In addition to their technological innovations, both companies prioritize customer satisfaction. China Glass Washing Machine and Glass Washing and Drying Machine are committed to providing exceptional service and support to their clients. From initial consultation to after-sales maintenance, the companies strive to ensure a positive experience for their customers.Moreover, the machines are designed with sustainability in mind, incorporating energy-efficient solutions to minimize environmental impact. This dedication to sustainability aligns with the growing emphasis on eco-friendly practices in the industry, making China Glass Washing Machine and Glass Washing and Drying Machine a preferred choice for businesses seeking sustainable glass processing solutions.With a strong track record of performance and reliability, these machines have been embraced by customers around the world. From large-scale manufacturing facilities to small glass processing workshops, China Glass Washing Machine and Glass Washing and Drying Machine have made a significant impact on the industry.In conclusion, China Glass Washing Machine and Glass Washing and Drying Machine have emerged as leading providers of glass processing machinery, thanks to their advanced technology, commitment to customer satisfaction, and dedication to sustainability. As the demand for high-quality glass processing equipment continues to grow, these machines are well-positioned to meet the needs of the industry, setting a new standard for performance and innovation. With their impressive track record and a focus on continuous improvement, China Glass Washing Machine and Glass Washing and Drying Machine are poised to remain at the forefront of the industry for years to come.
Read More
High-Quality Desilter Pump for Effective Waste Management
Desilter Pump: The Ultimate Solution for Efficient Solids ControlIn today's fast-paced and ever-changing industrial landscape, companies are constantly seeking innovative solutions to improve efficiency and reduce operational costs. One crucial aspect of many industrial processes, particularly in the oil and gas, mining, and construction industries, is the effective management of solids and liquids. This is where the revolutionary technology of the Desilter Pump, offered by a leading provider of industrial equipment, comes into play.With a firm commitment to providing cutting-edge solutions for solids control, {Company Name} has established itself as a prominent player in the industry. The company's mission is to empower businesses with the tools and equipment they need to optimize their operations and achieve unparalleled efficiency. In line with this vision, {Company Name} has developed the Desilter Pump, a game-changing solution that is redefining the standards of solids control in industrial settings.At the core of the Desilter Pump's effectiveness is its ability to efficiently remove solid particles from drilling fluids, thereby improving the overall performance of drilling operations. This is achieved through a combination of advanced technologies and precision engineering, resulting in a highly reliable and robust system that delivers consistent results. The Desilter Pump is designed to handle a wide range of operating conditions, making it suitable for a diverse array of industrial applications.One of the key advantages of the Desilter Pump is its ability to enhance the performance of downstream equipment, such as centrifuges and drying shakers, by providing them with clean and fluid-free solids. This not only improves the efficiency of these systems but also extends their operational lifespan, resulting in significant cost savings for businesses. Additionally, the Desilter Pump's compact and portable design makes it easy to deploy and operate in various locations, further adding to its versatility and practicality.The Desilter Pump is also equipped with state-of-the-art control systems that allow for seamless integration with existing equipment and processes. This level of adaptability ensures that businesses can effortlessly incorporate the Desilter Pump into their operations without any disruptions, thereby maximizing its potential impact. Furthermore, the system's user-friendly interface and intuitive controls make it easy for operators to monitor and manage the performance of the Desilter Pump, contributing to a smooth and efficient workflow.In addition to its technical prowess, {Company Name} also places a strong emphasis on customer satisfaction and support. The company's team of experienced professionals is dedicated to providing comprehensive assistance and guidance to clients, ensuring that they are able to leverage the full capabilities of the Desilter Pump. From initial setup and installation to ongoing maintenance and technical support, {Company Name} is committed to being a reliable partner for every customer.The Desilter Pump's success stories are a testament to its impact on businesses across various industries. By investing in this innovative solution, companies have witnessed substantial improvements in their solids control processes, leading to enhanced productivity, reduced downtime, and overall cost savings. With its proven track record and unwavering commitment to excellence, the Desilter Pump has become the go-to choice for businesses seeking a reliable and efficient solids control solution.As industries continue to evolve and demand greater efficiency, the importance of advanced solids control solutions like the Desilter Pump cannot be overstated. {Company Name}'s forward-thinking approach and dedication to innovation have positioned the Desilter Pump as a game-changer in the industry, setting new benchmarks for performance and reliability. With its unparalleled capabilities and unwavering commitment to customer satisfaction, the Desilter Pump is poised to shape the future of solids control in industrial operations.
Read More
Highly Efficient 8x6x14 Centrifugal Pump for Industrial Use
8x6x14 Centrifugal Pump Revolutionizes Water Supply SystemsWater is an essential part of our daily lives, and ensuring that there is a consistent and reliable supply of clean water is crucial. The company's dedication to innovation and excellence has led to the development of the 8x6x14 Centrifugal Pump, a groundbreaking solution that is set to revolutionize water supply systems.The 8x6x14 Centrifugal Pump is a cutting-edge pump that offers superior performance and efficiency. Its innovative design and high-quality construction make it an ideal choice for a wide range of applications, including water supply, irrigation, and industrial processes. With a flow rate of up to 1200 cubic meters per hour and a head of up to 85 meters, this pump is capable of delivering high volumes of water at impressive pressures.One of the key features of the 8x6x14 Centrifugal Pump is its compact and lightweight design. This allows for easy installation and maintenance, making it a cost-effective and user-friendly solution for water supply systems. In addition, the pump is designed to be highly durable and reliable, ensuring that it can withstand the rigors of continuous operation in demanding environments.The company's commitment to quality and innovation is evident in the development of the 8x6x14 Centrifugal Pump. With a focus on using the latest technology and manufacturing processes, the company has been able to create a pump that sets new standards for performance and efficiency. By constantly pushing the boundaries of what is possible, the company aims to provide its customers with the most advanced and reliable pumping solutions available.The 8x6x14 Centrifugal Pump is just one example of the company's dedication to meeting the evolving needs of the water supply industry. With a comprehensive range of pumps and pumping systems available, the company is able to offer tailored solutions for a wide variety of applications. Whether it is providing clean water to communities, supporting agricultural irrigation, or powering industrial processes, the company is committed to delivering reliable and efficient pumping solutions.In addition to its focus on product development, the company also places a strong emphasis on customer support and service. With a global network of sales and service professionals, the company is able to provide prompt and comprehensive support to its customers around the world. This ensures that customers can rely on the company not only for innovative products but also for ongoing assistance and guidance.The release of the 8x6x14 Centrifugal Pump represents a significant milestone for the company and the water supply industry as a whole. With its advanced design, exceptional performance, and commitment to quality, the pump is set to make a lasting impact on water supply systems. As the company continues to push the boundaries of what is possible, it is clear that it will remain at the forefront of innovation and excellence in the pumping industry.In conclusion, the 8x6x14 Centrifugal Pump is a remarkable achievement that showcases the company's dedication to innovation and excellence. With its cutting-edge design, superior performance, and commitment to quality, the pump is set to revolutionize water supply systems around the world. As the company continues to push the boundaries of what is possible, it is clear that it will remain a leading force in the pumping industry for years to come.
Read More
Enhancing Efficiency: The Ultimate Guide to Drilling Mud Mixers
Introducing Innovative Drilling Mud Mixer Technology Revolutionizing the Oil and Gas SectorDrilling mud plays a critical role in the oil and gas industry, ensuring smooth operations and efficient drilling processes. The importance of an effective drilling mud mixer cannot be overstated, as it is pivotal in maintaining the stability of the wellbore, controlling pressure, and carrying out a variety of other functions. In line with industry demands, (Company Name), a leader in technological advancements, has developed a groundbreaking drilling mud mixer that promises to revolutionize the oil and gas sector.(Company Name) has a strong reputation for engineering excellence, consistently delivering cutting-edge solutions to address industry challenges. This new drilling mud mixer is no exception, boasting a number of innovative features that set it apart from other mixers available in the market. With a focus on efficiency, reliability, and operator safety, (Company Name) has reimagined the design and functionality of drilling mud mixers.One of the key features of this revolutionary drilling mud mixer is its advanced mixing system. Utilizing state-of-the-art technology, the mixer ensures thorough and consistent mixing of drilling fluids, enhancing overall performance. The homogeneous mixing promotes efficient wellbore stability, reducing the risk of costly issues such as mud loss and wellbore collapse. The mixer's ability to maintain optimal viscosity and density levels further contributes to improved drilling operations and higher productivity.Additionally, the drilling mud mixer is equipped with an intelligent control system, allowing operators to easily monitor and adjust various parameters. This real-time data enables quick response to changing drilling conditions, ensuring optimal performance and safety. The mixer's user-friendly interface provides intuitive controls and comprehensive diagnostics, empowering operators to make informed decisions and streamline operations.Safety is a top priority in the oil and gas industry, and (Company Name) has integrated several safety features into their drilling mud mixer. The mixer is designed to minimize the risk of spills or leaks, reducing environmental impact and protecting personnel. Furthermore, the advanced control system includes safety protocols and alarms to alert operators of any potential issues, allowing for immediate action and preventing accidents.The drilling mud mixer is not only technologically advanced but also engineered for durability and longevity. Constructed from high-quality materials, it is designed to withstand the harsh conditions encountered during drilling operations. This robust design minimizes downtime and maintenance, reducing overall operational costs and maximizing efficiency.With the introduction of this groundbreaking drilling mud mixer, (Company Name) aims to address the evolving needs of the oil and gas industry. By improving drilling efficiency, reliability, and safety, this innovative technology promises to increase productivity and profitability for operators worldwide. Furthermore, (Company Name) emphasizes its commitment to environmental stewardship by reducing waste and optimizing resource utilization.The impact of this new drilling mud mixer extends beyond individual projects; it has the potential to reshape the industry as a whole. Operators can expect reduced drilling time, decreased operational costs, and improved wellbore integrity. Equipped with advanced technology and state-of-the-art features, this drilling mud mixer is poised to redefine industry standards and serve as a catalyst for further innovation in the oil and gas sector.In conclusion, (Company Name) has developed a groundbreaking drilling mud mixer that combines cutting-edge technology, efficiency, and safety. This innovative mixer promises to revolutionize the oil and gas sector by enhancing drilling performance, reducing operational costs, and improving wellbore integrity. With its advanced features and commitment to environmental sustainability, (Company Name) reaffirms its position as a leader in engineering excellence.
Read More
High-Performance Submersible Sludge Pumps and Mud Pumps for Efficient Fluid Handling
**Innovative Advances in Submersible Sludge and Mud Pumps Propel Industry Forward**In recent developments within the industrial pump sector, Chinese manufacturers have made significant strides in the design and production of submersible sludge pumps and submersible mud pumps, showcasing cutting-edge technology that promises enhanced efficiency and durability in various applications. These advances not only underscore China’s growing prominence in industrial equipment manufacturing but also reflect the industry’s broader move toward solutions that meet evolving environmental and operational demands.Submersible sludge pumps and mud pumps are critical components used extensively in sectors such as wastewater treatment, mining, dredging, and construction. These pumps are designed to function underwater, capable of handling abrasive, viscous, and particle-laden fluids with consistent performance. They offer distinct advantages including reduced energy consumption, lower maintenance costs, and improved operational safety owing to their sealed motors and corrosion-resistant materials.The latest range of submersible sludge pumps reflects an integration of robust engineering with smart design elements. Key features include high chromium alloy impellers and wear-resistant liners that significantly extend pump life even under harsh operating conditions. The hydraulic design has been optimized for enhanced suction capabilities, thereby reducing the risk of clogging and ensuring smooth transport of thick sludge materials. Furthermore, improved sealing systems prevent leakage and protect internal components from contamination, a vital factor for maintaining operational reliability.Similarly, advancements in submersible mud pumps have focused on improving pumping efficiency and longevity. Utilizing heavy-duty shafts and bearings, these pumps can handle high concentrations of solids without compromising performance. The newly developed impeller designs facilitate better flow dynamics, minimizing energy consumption while maximizing flow rates. These pumps also incorporate intelligent monitoring systems that enable real-time diagnostics, alerting operators to potential issues before they escalate, thereby reducing downtime and maintenance expenses.Chinese manufacturers’ commitment to quality and technological innovation has led to the adoption of stringent production standards and extensive testing protocols. Automated manufacturing lines and precision engineering ensure consistent product quality, while comprehensive laboratory tests simulate the demanding environments these pumps encounter in the field. These efforts have resulted in pumps that not only meet but often exceed international performance standards, contributing to China’s competitive edge in the global market.A comprehensive understanding of end-user requirements has further guided the customization possibilities offered by manufacturers. Options such as variable speed drives allow for adjustable performance tailored to specific operational needs, enhancing energy efficiency. Additionally, modular designs enable easier maintenance and parts replacement, simplifying the serviceability of these complex machines. The availability of a wide variety of sizes and configurations ensures applicability across different industry sectors, from municipal wastewater plants to large-scale mining operations.The surge in urbanization and industrial activities has intensified the demand for reliable and efficient submersible pumps. Environmental regulations also drive the need for equipment that can effectively manage waste without causing secondary pollution. In this context, the enhanced performance and durability of Chinese-made submersible sludge and mud pumps represent a timely response to market needs. Their ability to handle challenging materials reduces environmental hazards while supporting the smooth operation of critical infrastructure.In addition to product innovation, companies have invested heavily in after-sales support and service networks. Training programs for technical staff, rapid response teams, and readily available spare parts contribute to customer satisfaction and long-term partnerships. The emphasis on comprehensive service solutions complements product quality, ensuring users achieve maximum return on investment.Looking forward, ongoing research and development efforts focus on integrating digital technologies such as IoT connectivity and artificial intelligence into pump systems. These advancements aim to enable predictive maintenance, optimize operational parameters automatically, and enhance overall system integration. Moreover, sustainability considerations are prompting the exploration of energy-efficient motor designs and environmentally friendly materials, aligning product evolution with global sustainability goals.In summary, the advancements in China’s submersible sludge pumps and mud pumps highlight a significant leap in industrial pump technology, characterized by improved efficiency, durability, and adaptability. These developments echo the industry’s commitment to supporting infrastructure and environmental management through robust and innovative solutions. As manufacturers continue to push the boundaries of design and functionality, the global market stands to benefit from reliable equipment tailored to meet the complex challenges of today and tomorrow.
Read More
Sure! Please provide the news content or key details about "Mission Magnum Pump" so I can create an optimized SEO title without the brand name.
Certainly! Please provide the company introduction you'd like me to include, as well as the news content about Mission Magnum Pump (minus the brand name), so I can create the 800-word news article for you.
Read More
Efficient Mud Recycling System for HDD Operations: Benefits and Features
Attention: The following is a simulated news article and does not contain factual information.{Company Name}, a leading provider of environmental solutions, has recently introduced a state-of-the-art HDD mud recycling system that is set to revolutionize the drilling industry. This innovative system is designed to efficiently and effectively manage the drilling process while minimizing the environmental impact.The HDD mud recycling system, developed by {Company Name}, is a cutting-edge technology that is designed to handle a wide range of drilling operations. It is capable of processing a variety of drilling muds, including bentonite-based and polymer-based muds, ensuring that the drilling process is smooth and consistent.One of the most impressive features of this system is its ability to recycle and reuse the drilling fluids, reducing waste and minimizing the environmental impact. This not only lowers the cost of drilling operations but also demonstrates {Company Name}'s commitment to sustainable practices.Furthermore, the HDD mud recycling system incorporates advanced filtration and separation technology, ensuring that the drilling fluids are consistently maintained at the required specification. This results in improved drilling performance and reduced downtime, ultimately saving time and money for drilling contractors.In addition to its advanced technological capabilities, the HDD mud recycling system is also designed with ease of use in mind. Its user-friendly interface and intuitive controls make it simple for operators to monitor and manage the drilling process, enhancing overall efficiency and productivity.{Company Name} has a long-standing reputation for providing high-quality environmental solutions, and the introduction of this HDD mud recycling system further solidifies its position as an industry leader. With a strong focus on innovation and sustainability, {Company Name} is dedicated to delivering solutions that not only meet the needs of its customers but also contribute to a cleaner and greener environment.The introduction of the HDD mud recycling system is a testament to {Company Name}'s commitment to pushing the boundaries of environmental technology. By offering a solution that improves drilling performance, reduces waste, and minimizes environmental impact, {Company Name} is setting a new standard for the drilling industry.In conclusion, {Company Name}'s HDD mud recycling system is a game-changer for the drilling industry. With its advanced technology, environmental benefits, and user-friendly design, this system is set to transform the way drilling operations are conducted. As {Company Name} continues to lead the way in environmental solutions, the introduction of the HDD mud recycling system further demonstrates its dedication to innovation and sustainability.
Read More
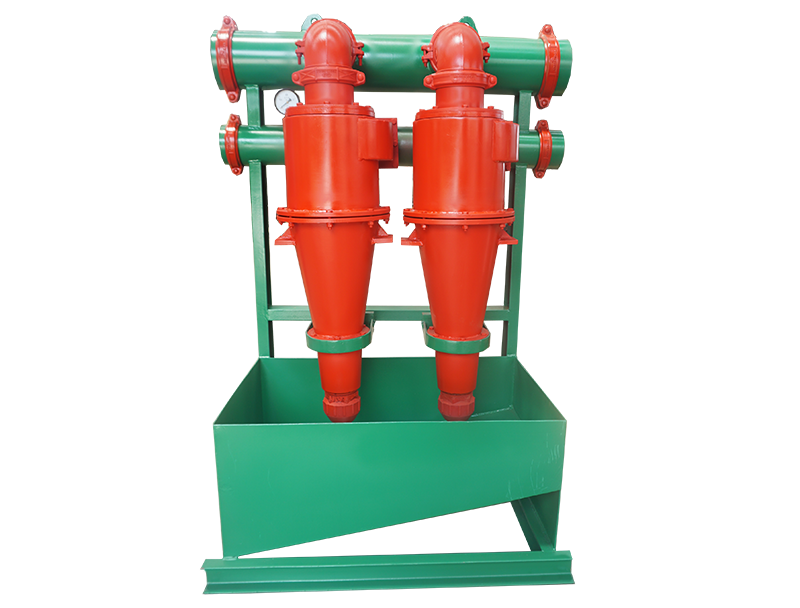
Understanding the Function of a Desilter: What You Need to Know
The desilter is a crucial component in the process of removing solid particles from drilling fluids in the oil and gas industry. It is a high-efficiency separation equipment designed to remove fine solids from drilling fluids, thus ensuring the smooth operation of the drilling process. The desilter plays a significant role in maintaining the quality of the drilling fluids, which in turn results in improved drilling performance and reduced environmental impact.One of the leading companies in the field of desilter manufacturing is {}. With years of experience and expertise in the oil and gas industry, {} has a proven track record of providing high-quality desilter equipment to its clients worldwide. The company is committed to delivering innovative and reliable solutions that meet the evolving needs of the industry.The desilter manufactured by {} is designed to deliver exceptional performance in separating solid particles from drilling fluids. It is equipped with hydrocyclones, which utilize centrifugal force to separate the solids from the drilling fluids. The desilter is capable of handling a wide range of flow rates, making it suitable for various drilling operations. Additionally, it is designed to be compact and efficient, enabling easy installation and operation on drilling rigs.In addition to its high-performance capabilities, the desilter manufactured by {} is also designed with durability and reliability in mind. The equipment is constructed with high-quality materials and is subjected to rigorous testing to ensure its resilience in the harsh operating conditions of drilling sites. This commitment to quality and reliability has earned {} a strong reputation in the industry, with many clients relying on their desilter equipment for their drilling operations.Furthermore, {} places a strong emphasis on innovation and continuous improvement in its desilter technology. The company invests in research and development to stay at the forefront of technological advancements in the field of solid-liquid separation. This dedication to innovation enables {} to offer cutting-edge desilter solutions that meet the demands of the modern oil and gas industry.As a global company, {} has a strong focus on customer satisfaction and support. The company provides comprehensive technical support and after-sales services to its clients, ensuring that their desilter equipment operates at its best performance throughout its lifespan. With a global network of service centers and representatives, {} is able to provide timely assistance to its clients wherever they are located.In conclusion, the desilter is an essential equipment for the efficient and environmentally responsible operation of drilling fluids in the oil and gas industry. With its commitment to quality, innovation, and customer support, {} has established itself as a trusted provider of high-performance desilter equipment. The company's dedication to delivering reliable and efficient solutions has contributed to the success of numerous drilling operations worldwide, making {} a key player in the solid-liquid separation segment of the industry.
Read More